Robotum sex axium cum sparsione parva et soldatura MIG, amplitudo 1800mm


Bracchium roboticum:
- Processus fusionis sub pressione, bracchium aluminii, levius et flexibilius
- Fila interna et terminales roboti a praeclaris notissimis fabricatoribus orbis terrarum fabricantur: DYEDEN, TAIYO, iidem ac ABB et Fanuc.
- Praestantissima Sinensis nota moderatoris, motoris et reductoris.
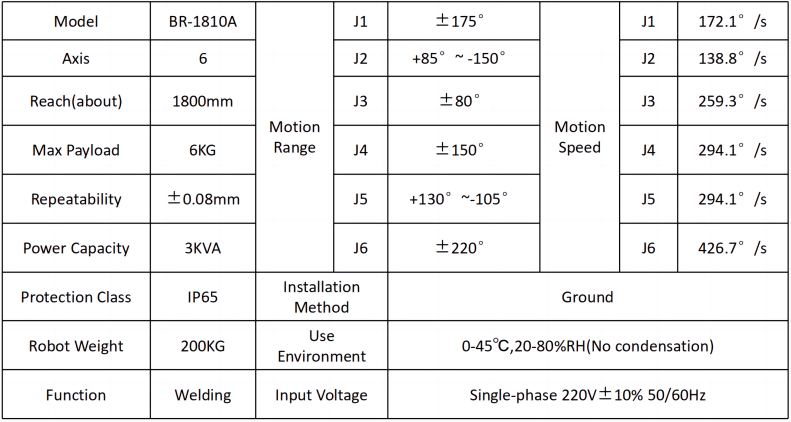
Parametri roboti soldadurae MIG BR-1810 infra monstrantur:
-Machina ad soldandum: Aotai NBC350RL
- Tres modos ferrariae habet: parvam sparsionem, celerem punctationem ferrariam, et pressionem constantem.
- Consuturam aspersionis minimae chalybis carbonis 1~3mm efficere potest. Quantitas aspersionis sudatoriae 60% reducitur;
- Calor insumptus 10%~20% reducitur, et tenuium laminarum conglutinatio facile moderatur et deformatio parva est;
- Systema plene digitale transitionem guttarum accuratam moderationem efficit et qualitatem soldadurae continuam stabilemque assequitur;
- Technologia inverteris commutationis mollis potest augere firmitatem totius machinae et energiam atque electricitatem servare;
- Systema moderandi filum pascendum, plene digitale et altae praecisionis, instrumentum filum pascendum plene digitale cum duobus motoribus et duobus manibus et codificatore, stabilitatem filum pascendum praestare potest, etiam si factores externi, ut tensio potentiae et resistentia filum pascendum, mutantur.
-Fax soldandi:
- Aere refrigeratum cum instrumento anti-collisionis valde sensibili, vitam utilem faces magnopere extendit.
-Positionator soldadurae et ferrivia robotica ambulans
- Positores sudoris unius axis, duorum axium, et trium axium ad libitum eligendi sunt. Onus utile et magnitudo mensae laboris secundum necessitates aptari possunt.
- Ferrivia ambulatoria robotica secundum desiderium emptoris fieri potest. Longitudo: 3/6/9/12m. Onus utile: 500/1000KG.
-Machinae conservatio simplex et facilis ad operandum est, et designata vita utilis plus quam decem annos est.
Attentio ad singula singula JHY robotem meliorem reddit.
Nuntium tuum hic scribe et nobis mitte.


